


數控帶鋸機的PLC設計
仿形帶鋸機的電控設計
目前國內家具和室內裝修行業中有大量的曲線零件需要鋸切,然而大都有人工劃線后在木工帶鋸機上手工推送進行鋸切,勞動強度大,生產效率低,容易發生事故。進口的數控曲線帶鋸機價格十分昂貴,國內的家具制造和室內裝修企業經濟上難以接受。
我們設計開發的木工曲線仿形帶鋸機有底座,床身,移動工作臺,鋸機,鋸機擺動裝置,和電氣控制系統等部分組成。該設備造價非常廉價,控制系統只用了一塊PLC.
帶鋸機曲線切割工藝分析:
在實木或人在板上鋸切出輪廓曲線,看上去是一個比較簡單的兩維問題,只需要X和Y兩個坐標位置的控制便能實現,即簡單的兩軸聯動系統,然而實際情況并非如此。
首先,帶鋸條是套在上,下鋸輪上的柔性無端鋼帶,在張緊力的作用下,具有一定的剛度,基本上不能承受側向的扭轉推力,當曲線鋸切時,如果僅僅是X和Y軸的兩軸控制,帶鋸條因有一定的寬度,而鋸條寬度又十分有限,這必然會造成鋸條鋸切加工面與鋸條背部的接觸和擠壓,影響加工質量,嚴重時,甚至會造成鋸條脫落或斷裂等事故。
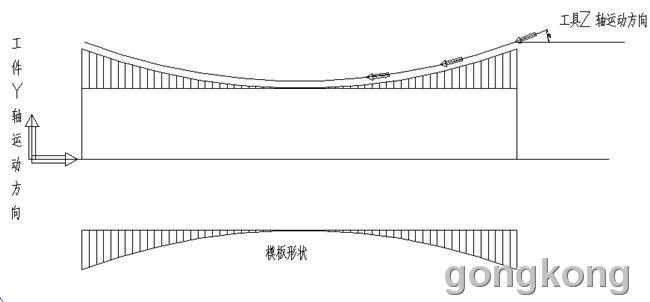
因此,在曲線鋸切時,必須使鋸條在切削位置上始終處于與輪廓軌跡曲線相切的位置,以最大限度地保證鋸條背部與加工出來的輪廓面基本上不接觸與擠壓。
為達次目的,曲線鋸切時必須鋸條和加工工件之間不斷地根據曲線的走向和曲率半徑進行角度調整,以保證鋸條和加工曲線始終相切。為此在數控曲線鋸切時,在X,Y軸坐標做位移運動的同時,還要使鋸條做相應的擺動,即Z軸的轉動。
:
電氣系統設計;
X軸傳動 精密斜齒傳動
Y軸傳動 靠氣缸根據靠模推動仿形。
Z軸 旋轉裝置 鋸條旋轉+/-90。
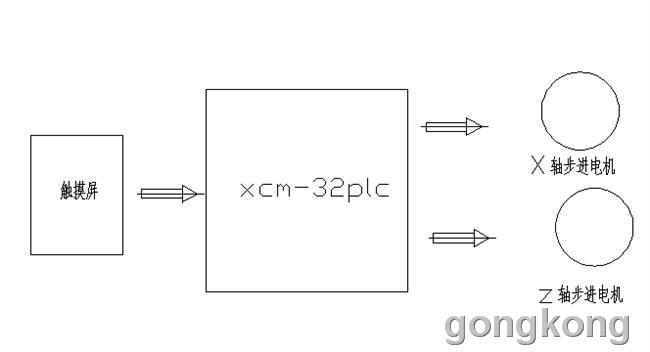
如果選用數控系統,造價昂貴,企業無法承受,我們選用國產信捷XCM系列PLC,支持多軸聯動。
我們采用細分法,即X軸每前進10mm. 鋸條角度都要超切線仿形進行擺動一次,擺動角度根據切線方向進行調整。
調試中遇到的問題:
1,如果鋸條齒被磨沒了要及時更換,否則鋸條在轉向時會轉不過來彎。
2,回原點問題,旋轉鋸條的撥盤回原點必須準確,否則角度會不對。
本系統已經投入生產,適合非金屬材料的曲線造型切割。代替人工,提高板材利用率。 家具行業:椅子背、椅子腿、沙發扶手等的曲線造型切割。




 投訴建議
投訴建議
提交
